Soudage plasma
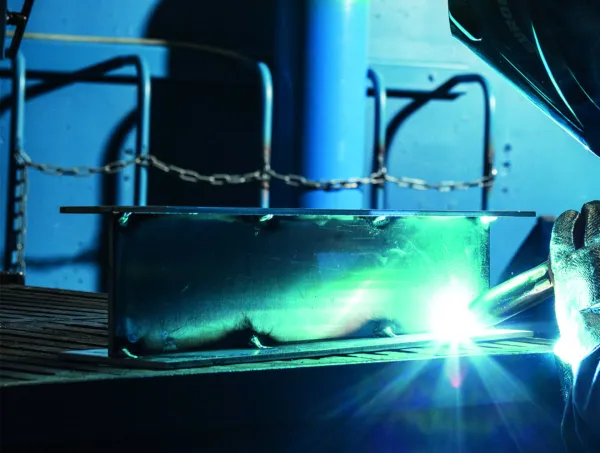
Comme pour le soudage TIG, dans le cadre du soudage plasma, un arc électrique est généré entre l’électrode en tungstène et la pièce à travailler. Une buse à refroidissement à l’eau concentre fortement l’arc électrique, ce qui permet d’augmenter l’épaisseur de la soudure. Un gaz plasma, comme de l’argon, est introduit entre l’électrode et la buse plasma. Le gaz de protection injecté au niveau des buses extérieures enveloppe l’arc électrique plasma et protège la fusion des effets atmosphériques.
Le soudage plasma au tungstène d’aciers non alliés implique l’utilisation du produit ARCAL 1 en tant que gaz plasma et gaz de protection, tandis que le soudage de métaux non ferreux repose sur l’injection des produits ARCAL 1 en tant que gaz plasma et ARCAL 31 en tant que gaz de protection. Pour les aciers fins (austénite et matériaux à base de nickel), nous recommandons l’utilisation d’ARCAL 1 en tant que gaz plasma et d’ARCAL 15 en tant que gaz de protection : le gaz ARCAL 15 permet de générer des surfaces de cordon de soudure sans oxyde lors de l’usinage d’aciers fins. Dans ce cas, l’arc électrique est rétréci, ce qui permet d’améliorer la pénétration et la vitesse de soudage.