
Soudage MAG : Procédé économique de soudage à l’arc pour l’acier au carbone
Le procédé MAG (« metal active gas ») est l’une des méthodes de soudage les plus courantes. Elle s’utilise principalement dans les applications industrielles, les grandes exploitations et le secteur de l’artisanat. Dans le soudage MAG, l’accent est mis sur l’efficacité économique et la productivité.
- Description du procédé de soudage MAG
- Utilisation de gaz inertes pour le soudage à l’arc des aciers (non alliés et faiblement alliés)
- Soudage à l’aide d’un gaz actif sur métal à faible taux de projection : Teneur réduite en gaz actif pour le soudage MAG à faible taux de projection de l’acier au carbone avec de très bonnes propriétés du bain de soudur
- Gaz inerte réduisant la formation de fumées et de polluants durant le soudage MAG de l’acier au carbone
- Vue d’ensemble des gaz appropriés pour le soudage sous gaz inerte
- Détendeurs adaptés au soudage MAG des aciers non alliés et faiblement alliés
- Formations et séminaires pratiques pour travailler sans incidents et en toute sécurité avec le procédé de soudage MAG

Principe dérivé du soudage au CO2 sous dioxyde de carbone, on emploie aujourd’hui principalement des gaz mixtes à base d’argon pour le soudage MAG. Le soudage au CO2 se trouve donc de plus en plus relégué au second plan.
Le soudage MAG convient à de nombreux matériaux différents. Plus particulièrement dans le soudage MAG de l’acier au carbone, tel que l’acier de construction générique, ainsi que les aciers non alliés et faiblement alliés, le procédé garantit une efficacité élevée et une utilisation quasi-illimitée, du fait de sa grande capacité d’automatisation, de vitesses de soudage élevées, d’une réduction au minimum des reprises et de la faible déformation résultante.
L’emploi de gaz inerte peut avoir une influence décisive sur le rendement économique, la productivité et la qualité des produits. Les propriétés physico-chimiques ouvrent toute une série d’opportunités d’économies et d’améliorations.
Description du procédé de soudage MAG
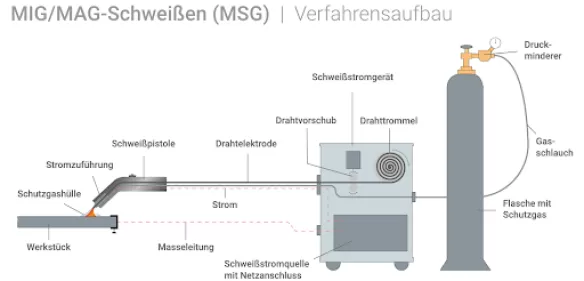
Dans le cas du soudage MAG, conformément à la norme DIN EN ISO 4063 relative au soudage de métaux sous gaz actif avec fil-électrode plein (méthode de soudage 135), le métal d’apport en fusion, qui est généralement constitué du fil de soudage, est alimenté mécaniquement par un convoyeur de fil et entre en fusion dans l’arc. Le fil de soudage embrase l’arc au moment du contact avec le composant. Le métal d’apport en fusion (fil) est utilisé comme additif au matériau. Pour protéger l’arc de l’oxygène réactif présent dans l’environnement, un gaz inerte est également introduit dans le jet de gaz. L’oxygène est ainsi déplacé pendant le soudage, ce qui empêche l’oxydation au niveau de l’arc et du bain de soudure.
Utilisation de gaz inertes pour le soudage à l’arc des aciers non alliés et faiblement alliés (tels que les aciers de construction)
Le soudage MAG (méthode de soudage 135) de l’acier (de construction) utilise des gaz inertes à base d’argon et d’hélium, en incorporant des ajouts de gaz inertes qui comportent des composants gazeux actifs sous forme de dioxyde de carbone. En plus de protéger le bain de soudure des effets atmosphériques, les différents gaz inertes influent sur le transfert de matériau, la stabilité de l’arc, le comportement de pénétration et l’oxydation de la soudure. Ils agissent également sur la formation de fumées et de polluants.
Soudage de métal à l’aide d’un gaz actif à faible teneur en oxyde : Teneur réduite en gaz actif pour le soudage MAG à faible teneur en oxyde appliqué aux aciers fortement alliés, avec de très bonnes propriétés du cordon de soudure.

Avec le gaz ARCAL 14 ou ARCAL 121, vous pouvez concevoir les paramètres technologiques de manière optimale, accélérer la vitesse de dépôt, améliorer les conditions de pénétration et réduire la formation de projections, ou encore adapter le procédé aux conditions de production.
Dans de nombreuses applications, l’absence de projections sur les produits soudés est le critère décisif (par exemple pour les pièces des systèmes de refroidissement, composants de moteur ou conduites d’admission pour turbocompresseurs et pompes). Avec le TERAL 24-7, Carbagas a mis au point un gaz inerte qui se caractérise avant tout par un faible taux de projections. Le TERAL 24-7 permet donc de réduire considérablement les projections de soudure, d’obtenir une transition métallique stable et de réduire considérablement la tendance de l’électrode à adhérer au matériau, contrairement aux gaz inertes conventionnels. Le TERAL 24-7 protège prioritairement le bassin de soudure. Ce principe permet à lui seul de réduire de plus de 60 % les temps d’arrêt du procédé de soudage.
Gaz inerte réduisant la formation de fumées et de polluants durant le soudage MAG de l’acier au carbone

Les gaz se forment principalement en tant que produits de réaction des gaz et mélanges gazeux utilisés et présents. Les particules sont principalement constituées par le métal d’apport de la soudure et par les revêtements utilisés. Le taux d’émission de fumées de soudage est également un critère important : il indique la quantité de fumée de soudage produite durant un laps de temps donné. Suivant le procédé employé, ce taux dépend de différentes variables.
Dans le procédé de soudage MAG des aciers non alliés et faiblement alliés, l’émission de fumées de soudage augmente d’abord avec l’intensité du courant, atteint un pic, puis diminue. L’augmentation des proportions d’argon ou d’hélium dans le gaz inerte entraîne une réduction des émissions de fumées de soudage.
Outre les fumées de soudage, le soudage de l’acier avec des niveaux élevés de dioxyde de carbone dégage également du monoxyde de carbone à des concentrations potentiellement nocives, ainsi que de l’ozone dans une moindre mesure. Avec ARCAL Chrome, Carbagas a mis au point un gaz inerte qui absorbe une petite quantité de monoxyde de carbone. Il en résulte une moindre formation de polluants.
Vue d’ensemble des gaz appropriés pour le soudage sous gaz inerte
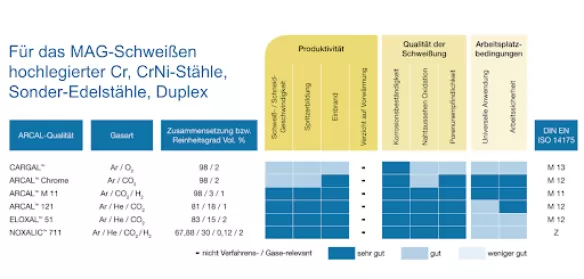
Cette vue d’ensemble présente les gaz particulièrement adaptés au soudage sous gaz inerte en fonction de vos objectifs et de vos matériaux.
Le programme de gaz de protection ARCAL vous aide à augmenter la qualité du cordon de soudure et la productivité du procédé de soudage, tout en assurant des conditions de travail optimales. Les gaz de qualité ARCAL sont également disponibles dans le système de bouteilles EXELTOP avec détendeur intégré.
Détendeurs adaptés au soudage MAG des aciers fortement alliés
La pré-pressurisation joue un rôle important dans le soudage MAG des aciers fortement alliés. Une distinction est faite entre les réducteurs de pression de 200 bar et 300 bar. La pré-pressurisation du détendeur dépend de la pression de la bouteille de gaz et elle est protégée contre toute confusion par différents raccords.
Dans le cas du soudage MAG des aciers fortement alliés, la conception repose sur la quantité de gaz inerte requise, spécifiée en litres par minute. La plage de réglage s’étend de 0 à 30 litres.
Formations et séminaires pratiques pour travailler sans incidents et en toute sécurité avec le procédé de soudage MAG
Le soudage MAG peut présenter des risques dus au bruit, à la fumée, au courant électrique et au feu. Vous devez vous protéger de ces sources de danger pendant les travaux de soudage. Entre autres choses, des étincelles peuvent se produire, ou de petits morceaux de laitier peuvent parfois être projetés depuis le poste de soudage. Ces éléments peuvent être dangereux, non seulement pour le travailleur, mais aussi pour l’environnement. Une attention particulière doit être accordée aux risques d’incendie.
- La formation adéquate des employés est la condition préalable à la sûreté du travail avec des gaz lors du soudage MAG dans votre entreprise, et elle est exigée par la loi. Bénéficiez du savoir-faire et de l’expérience des experts de Carbagas en matière de gaz techniques.
- Vous souhaitez que vos employés acquièrent les connaissances nécessaires pour manipuler des gaz en toute sécurité et éviter ainsi les situations dangereuses ?
- Vous souhaitez attester la qualification de vos employés dans le domaine de la manipulation des gaz ?
- Vous souhaitez que vos employés connaissent les propriétés les plus importantes des différents gaz ?
- Vous recherchez des formations pratiques pour vous conformer aux exigences des lois et réglementations relatives à la sécurité et la santé au travail ?