Wärmebehandlung von Metallen
Unter Wärmebehandlung von Metallen versteht man den gesamten Prozess der Eigenschaftsänderung von metallischen Werkstoffen im festen Zustand infolge von Strukturveränderungen. Dabei werden Werkstücke in der Regel in geeigneten Wärmebehandlungsanlagen unter Schutzgas einem definierten Temperatur-Zeit-Verlauf unterworfen, um die Werkstoffeigenschaften für einen bestimmten Zweck gezielt zu verändern. Als Hauptverfahren, insbesondere für die Wärmebehandlung von Stahl, finden das Härten und Vergüten sowie das Glühen Anwendung.
Die Wärmebehandlung von Metallen wird in unterschiedlichsten Branchen eingesetzt. Alle Verfahren von Carbagas erfüllen bei entsprechender Prozessführung die QS-Regularien der CQI-9 in der Automobilindustrie und NADCAP in der Luft- und Raumfahrtindustrie.
- Aufgaben der Schutzgase in der Wärmebehandlung
- Wärmebehandlungsverfahren
- Härten und Vergüten
- Härten und Schwärzen in einem Arbeitsschritt
- Randoxidationsarmes Härten und Vergüten
- Niederdruckaufkohlen (Vakuumhärten)
- Einsatzhärten
- Tieftemperaturbehandlung (Kryogene Behandlung)
- Nitrieren / Nitrocarburieren
- Glühen
- Sintern
Aufgaben der Schutzgase in der Wärmebehandlung

Die Wärmebehandlung von Metallen – und dabei insbesondere die Wärmebehandlung von Stahl – stellt einen der wichtigsten Produktionsschritte in der Veredelung von Bauteilen dar. Vom Rohteil bis zum Fertigprodukt fallen in den einzelnen Fertigungsstufen in der Regel mehrere Wärmebehandlungen an.
Die Prozesstemperaturen sowie die Aufheiz- und Abkühlgeschwindigkeiten beeinflussen in hohem Masse die Auswirkungen auf das Gefüge und damit die mechanischen Eigenschaften des Bauteils. Der Wahl der Schutzgase kommt eine besondere Bedeutung hinsichtlich der Oberflächeneigenschaften zu: Insbesondere bei der Erzeugung von Funktionsschichten hat die Zusammensetzung der umgebenden Atmosphäre im Zusammenspiel mit der Prozesstemperatur einen entscheidenden Einfluss auf die zu erwartenden Oberflächeneigenschaften der Bauteile.
Es wird zwischen zwei Arten von Prozessgasen unterschieden:
- Schutzgase haben die Aufgabe, eine Ofenatmosphäre zu bilden, durch die unerwünschte Reaktionen am Gut verhindert werden.
- Reaktionsgase haben die Aufgabe, eine Ofenatmosphäre zu bilden, durch die beabsichtigte Reaktionen am Gut herbeigeführt werden
Wärmebehandlungsverfahren
Thermische Wärmebehandlungsverfahren
Thermochemische Wärmebehandlungsverfahren
Härten und Vergüten
Härten und Vergüten dient der Erzeugung des Härtegefüges (Martensit) durch gezieltes Abschrecken von der Härtetemperatur. Die eingesetzten Schutz- und Reaktionsgase richten sich nach den verwendeten Werkstoffen und Ofenanlagen.
Eingesetzte Schutzgase:
- Stickstoff
- Wasserstoff
- Kohlenwasserstoffe
- Stickstoff-Methanol
Gasversorgungen:
- Stickstoff-Versorgung
- Wasserstoff-Versorgung
- Stickstoff-Methanol-Versorgung
Härten und Schwärzen in einem Arbeitsschritt
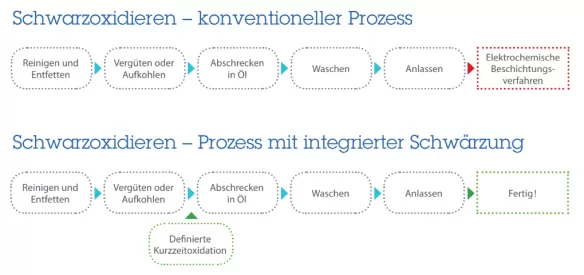
Schwarzoxidieren mit dem patentierten Verfahren stellt in bestimmten Fällen durch den Verzicht auf chemische Stoffe eine kostengünstige und umweltschonende Alternative zu konventionellen Beschichtungsverfahren dar. Durch die Einbindung in den Härteprozess in bestehende Anlagen ergibt sich durch den Wegfall von Nachbehandlungen in der Summe eine Zeitersparnis.
Eingesetzte Schutzgase:
- Stickstoff
- Wasserstoff
Gasversorgungen:
- Stickstoff-Versorgung
- Wasserstoff-Versorgung
Randoxidationsarmes Härten und Vergüten

Beim Härten oder Vergüten in Schutzgasatmosphären kann es aufgrund sauerstoffhaltiger Komponenten zu einer Oxidation empfindlicher Legierungselemente (z.B. Chrom oder Mangan) kommen.
Durch den Einsatz von auf die Werkstoffe und Ofenanlagen zugeschnittenen Mischungen aus Stickstoff, Wasserstoff und Kohlenwasserstoffen können die Werte für die Randoxidation auf < 5 μm reduziert werden.
Eingesetzte Schutzgase:
- Stickstoff
- Wasserstoff
- Kohlenwasserstoffe
Gasversorgungen:
- Stickstoff-Versorgung
- Wasserstoff-Versorgung
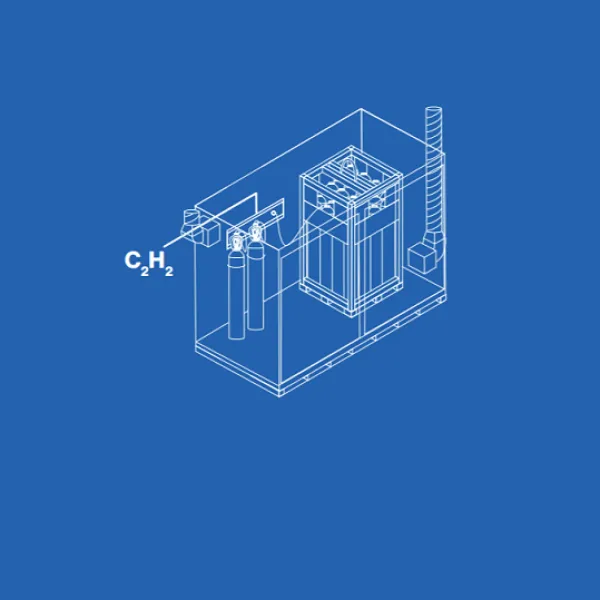
Niederdruckaufkohlen (Vakuumhärten)

Niederdruckaufkohlen wird in geeigneten Ofenanlagen im Unter- oder Teildruckbereich durchgeführt und wird daher auch als Vakuumhärten bezeichnet.
Durch dieses Wärmebehandlungsverfahren wird die Härte im Randbereich der Werkstücke durch das Einbringen von Kohlenstoff erhöht. In den meisten Fällen handelt es sich bei dem Aufkohlungsmittel um Acetylen. Da keine sauerstoffhaltigen Komponenten vorhanden sind, treten in der Regel keine Randoxidationserscheinungen auf. Das Niederdruckaufkohlen ist mit einer Hochdruckgasabschreckung gekoppelt, die abhängig von den Gasversorgungsbedingungen hohe Kühlraten für den Abschreckprozess sicherstellt.
Eingesetzte technische Gase beim Niederdruckaufkohlen:
- Acetylen
Eingesetzte Gase zum Hochdruckabschrecken:
- Stickstoff
- Helium
- Argon
Gasversorgungen:
Einsatzhärten
Beim Einsatzhärten wird der Randbereich des Werkstückes während der Austenitisierung mit Kohlenstoff angereichert. Beim Abschrecken wird der Randbereich durch Martensitbildung gehärtet, während der Kern nicht beeinflusst wird und die ursprünglichen Werkstoffeigenschaften behält.
Eingesetzte Schutzgase:
- Stickstoff-Methanol
- Endogas
Gasversorgungen:
- Stickstoff-Versorgung
- Wasserstoff-Versorgung
- Stickstoff-Methanol-Versorgung
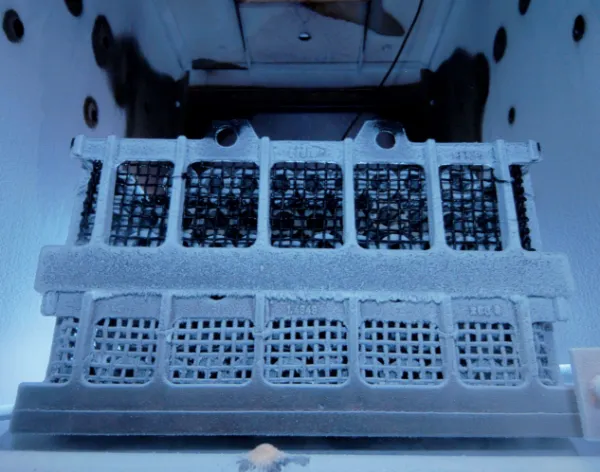
Tieftemperaturbehandlung (Kryogene Behandlung)
Die Tieftemperaturbehandlung nach dem Härten stellt ein probates und umweltfreundliches Verfahren zur Beseitigung von Restaustenit und zur Steigerung der Härte dar.
Für die kryogene Behandlung stehen verschiedene Anlagen zur Verfügung, alle sind mit Reglern und Steuerelementen ausgestattet, die definierte Abkühl- und Aufheizraten zur Vermeidung von Härterissen sicherstellen.
Tiefkühltruhen zur Beschickung von oben eignen sich für die Einzelteilfertigung.
Mit Kälte-Wärme-Kammern können durch die eingebaute Heizung sowohl Tiefkühl- als auch Anlassprozesse in einer Anlage durchgeführt werden. Die Kammern können in ihren Abmessungen an Chargiergestelle und Ofenlinien angepasst werden.
Nitrieren / Nitrocarburieren
Nitrierschichten entstehen durch die Einlagerung von Stickstoffatomen in den Randbereich von Eisenwerkstoffen. Sie führen je nach Stickstoff-Konzentration zur Bildung verschiedener Eisennitride. Werden Stickstoff und Kohlenstoff in den Randbereich eingelagert, entstehen aus verschiedenen Eisennitriden und -karbiden bestehende Nitrocarburierschichten. Als Stickstoffspender findet Ammoniak (NH3) Verwendung, als Kohlenstoffspender werden Kohlendioxid (CO2) oder Kohlenmonoxid (CO) eingesetzt.
Eingesetzte Schutzgase:
- Stickstoff
- Wasserstoff
- Ammoniak
Gasversorgungen:
- Stickstoff-Versorgung
- Wasserstoff-Versorgung
- Ammoniak-Versorgung
Glühen

Glühen dient in erster Linie zur Einstellung der Gefüge für die Weiterverarbeitung. Alle Glühverfahren führen – sofern sie unter Luftatmosphäre durchgeführt werden – zum Verzundern und/oder Entkohlen der Werkstücke.
Die Gaszusammensetzung richtet sich nach der verwendeten Ofenanlage, den Produkten, dem Wärmebehandlungsverfahren sowie den Anforderungen an das Werkstück nach der Glühbehandlung. Glühen ist in der Regel eine Zwischenbehandlung und findet bevorzugt bei Halbzeugen (Rohre, Bleche oder Bänder) Anwendung.
Eingesetzte Schutzgase:
- Stickstoff
- Wasserstoff
- Kohlenwasserstoffe
- Stickstoff-Methanol
- Endogas
- Argon
Gasversorgungen:
- Stickstoff-Versorgung
- Wasserstoff-Versorgung
- Stickstoff-Methanol-Versorgung
Sintern

Sintern bietet die Möglichkeit, nahezu beliebige Materialien und deren Eigenschaften miteinander zu kombinieren, indem einzelne Pulverkörner miteinander zu einem Bauteil verbunden werden.
Wird bei der Herstellung des Grünlings ein Bindemittel verwendet, muss dieses im Entbinderprozess vor dem eigentlichen Sintervorgang aus dem Grünling ausgetrieben werden.
So vielfältig wie die eingesetzten Ausgangsstoffe sind auch die Möglichkeiten der Nachbehandlung. Die Palette reicht von Glühen über Einsatzhärten bis hin zum Bläuen der Werkstücke.
Fazit
Technische Gase sind für die meisten Wärmebehandlungen unerlässlich. Die Wahl der Gaskomponenten in Art und Menge wird von vielen Faktoren beeinflusst. Um für die jeweilige Aufgabenstellung das technologisch und wirtschaftlich beste Gasgemisch zu finden, betrachten die Wärmebehandlungs-Experten von Air Liquide im Rahmen des Ofen-Audits alle Parameter und implementieren gemeinsam mit Ihnen die beste Lösung.