
Autogenes Brennschneiden – eines der ältesten Trennverfahren in der Metallverarbeitung
Das autogene Brennschneiden hat auch nach über 100 Jahren seine Daseinsberechtigung in der Metallbranche. Das Verfahren basiert auf der Verbrennung von Kohlenstoff mit einem Sauerstoffstrahl (Oxidation). Besonders im oberen Blechdickenbereich ist Brennschneiden nicht mehr wegzudenken.
- Was ist Brennschneiden und wie funktioniert es genau?
- Welches Brenngas sollte eingesetzt werden – und hat die Reinheit des Sauerstoffes Auswirkungen auf den Prozess?
- Welche Werkstoffe kann man brennschneiden und was sagt der Kohlenstoffäquivalent aus?
- Arbeitsschutz beim Brennschneiden
- Tutorial zum Brennschneiden
Was ist Brennschneiden und wie funktioniert es genau?
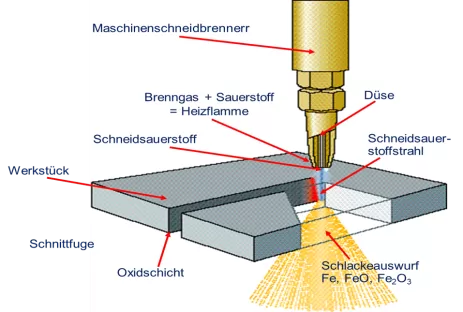
Das autogene Brennschneiden ist ein Verfahren zum Trennen von allgemeinen Baustählen. Es wird sowohl manuell angewandt (Handschneidbrenner, meist Trennschnitte), als auch mechanisiert (Brennschneidmaschine, Qualitätsschnitte). Das autogene Brennschneid-Verfahren (mechanisiert) hat durch die Entwicklung höherfester Stähle und anderer Schneidverfahren, wie Laserschneiden und Plasmaschneiden, an Bedeutung verloren. Trotzdem ist es noch immer ein wirtschaftliches Schneidverfahren für Blechstärken ab 20 mm. Autogenes Brennschneiden ist ein Verbrennungs-/Oxidationsprozess (während der Oxidation reagieren Metalle mit Sauerstoff), bei dem ein wesentlicher Teil der für den Vorgang nötigen Energie aus der Verbrennung des Werkstoffs stammt. Das autogenen Brennschneiden ermöglicht gleichzeitiges Arbeiten mit mehreren Schneidbrennern.
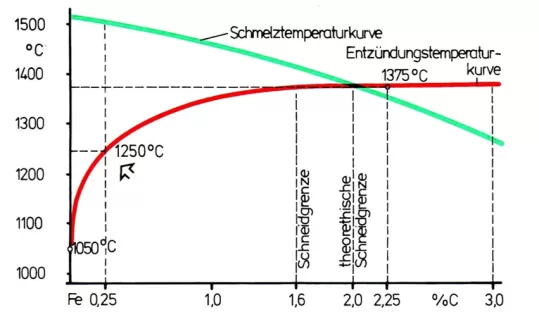
Die Heizflamme, ein Brenngas-Sauerstoff-Gemisch, erwärmt die Anschnittstelle auf Zündtemperatur. Ist diese erreicht, wird Schneidsauerstoff zugegeben und so der Schneidprozess eingeleitet. Im Schneidsauerstoff-Strahl verbrennt der Stahl zu Eisenoxid (Schlacke). Durch den Druck und die Ausströmgeschwindigkeit des Schneidsauerstoff-Strahls wird die Schlacke aus der Schnittfuge ausgetrieben. Um den Brennschneid-Prozess ausführen zu können, muss der Stahl „brennschneidbar“ sein. Die Grundbedingung ist also, dass die Zündtemperatur (~1.150 °C) niedriger als die Schmelztemperatur (~1.500 °C) ist.
Welches Brenngas sollte eingesetzt werden – und hat die Reinheit des Sauerstoffes Auswirkungen auf den Prozess?
Brenngase für den Schneidprozess
Für die Heizflamme beim Brennschneiden können die „üblichen“ Brenngase verwendet werden:
- Acetylen
- Propan
- Erdgas (Methan)
- Ethylen
Beim mechanisierten Brennschneidprozess ist die Wirtschaftlichkeit ein wesentliches Kriterium, aber auch betriebliche Gegebenheiten, wie Gaseversorgung, Gaspreise, Gasverbrauch, etc. Für den Start des Schneidprozesses und den weiteren Brennschneidvorgang ist eine leistungsstarke Heizflamme (Brenngas) wichtig.
Die Verbrennung von Kohlenwasserstoff-Verbindungen läuft zweistufig ab. In der Primärflamme findet eine unvollkommene Verbrennung durch den zugeführten Heiz-Sauerstoff statt. Mit der Aufnahme von Sauerstoff aus der Umgebungsluft wird das Brenngas in der Sekundärflamme vollständig verbrannt. Die Brenngase unterscheiden sich in Flammentemperatur und Zünd- Verbrennungsgeschwindigkeit und somit der Primär-Flammenleistung (kJ/cm2 . S).
Bei autogenen Prozessen ist die Wirkung der Primärflamme von besonderer Bedeutung.
Acetylen
- Höchste Flammentemperatur und Primärflammenleistung
- Hohe Schneidleistung im Vergleich zu anderen Brenngasen
- Bei einem permanenten Gasverbrauch > 500 l/h sind mehrere Gasflaschen zu koppeln (Flaschenbündel). Daher ist die Gasversorgung aufwendiger als bei Propan/Ethylen
Propan
- Geringere Primärflammenleistung; somit verringerte Schneidleistung (vor allem bei Schrägschnitten)
- Hohe Anwärm- und Lochstechzeiten
- Der Sauerstoffverbrauch für die Heizflamme ist, verglichen mit Acetylen, ca. viermal höher
- Propan wird in flüssigem Zustand gespeichert, dadurch sind höhere Gasmengen verfügbar
Aufgaben des Sauerstoffs
Schneidsauerstoff
Schneidsauerstoff ist das Prozessgas, er hat folgende Aufgaben:
- den Stahl zu Oxidieren (Verbrennen)
- die Reaktionsprodukte (Schlacken, Eisenoxide) aus der Schnittfuge auszutreiben und so die Schnittfuge zu bilden
Heizsauerstoff
Der Heizsauerstoff wird zum Verbrennen des Brenngases benötigt (Heizflamme). Eine hohe Flammenleistung ergibt effizienteres Brennschneiden. Die Standardreinheit/Qualität des Sauerstoffes ist 99,5 Vol% (2.5). Diese Qualität ist für den Brennschneidprozess ausreichend. Mit einer höheren Sauerstoffreinheit, z.B. 99,95 Vol% (3.5), wird eine höhere Schneidleistung mit besserer Schnittqualität erzielt.
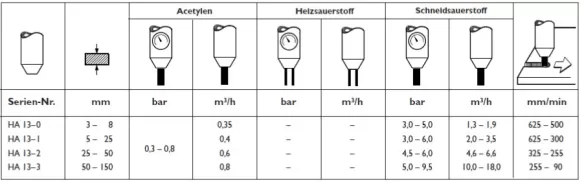
Der Gasverbrauch ist abhängig von der Brennergrösse. Schneidtabellen sind wichtige Dokumente, um die Schnittqualität und Schneidleistung zu gewährleisten – die Basis zur Erstellung von Parametern beim autogenen Brennschneiden.
Welche Werkstoffe kann man brennschneiden und was sagt der Kohlenstoffäquivalent aus?
Werkstoffe, die Brennschneid-Bedingungen erfüllen, sind:
- Unlegierter Stahl
- Niedriglegierter Stahl
- Stahlguss
- Titan
Schneidbarkeit von Stahllegierungen:
Nicht nur der C-Gehalt beeinflusst die Schneidbarkeit, sondern auch die Anzahl und Menge weiterer Legierungselemente:
|
Legierungselemente |
Eigenschaften |
| Kohlenstoff |
Alle unlegierten, reinen Kohlenstoffstähle, auch Stähle mit max. 0,3% C. Höherer C-Gehalt verlangt eine auch höhere Vorwärmtemperatur, die obere Grenze bei C ist 2% |
| Silizium | Stähle mit max. 2,5% Si., bei max. 0.25% C-Gehalt |
| Mangan | Reine Manganstähle bis 13% Mn und 1,3% C |
| Chrom |
Zunehmender Cr-Gehalt vermindert die Schneidbarkeit, max. Cr-Gehalt, 2,2%. Heizflamme beim Brennschneiden mit Cr-Stählen mit leichtem Acetylenüberschuss |
| Nickel |
Stähle mit max. 5% Ni können ohne Probleme brenngeschnitten werden |
| Kupfer | Stähle mit max. 0,7% Cu |
| Wolfram |
Der W-Gehalt kann max. 10% betragen, bei 0,8% C |
| Molybdän |
Mo verschlechtert die Brennschneidbarkeit, ist Cr vergleichbar |
| Aluminium |
Übliche Al-Anteile wirken sich nicht auf die Schneidbarkeit aus |
Kohlenstoffäquivalent CÄQ:
Ca. 80% der Baustähle lassen sich problemlos, also ohne zusätzliches Erwärmen, brennschneiden. Bei Blechdicken > 30 mm sollte eine Vorwärmung in Betracht gezogen werden. Für die Ermittlung der Vorwärmung kann die Kohlenstoff-Äquivalent-Formel angewendet werden. Für eine Beurteilung, ab welcher Blechdicke, bzw. bei welchem Werkstoff eine Vorwärmung nötig ist, um Aufhärtungen zu vermeiden, kann das Kohlenstoffäquivalent für Stähle herangezogen werden.
Arbeitsschutz beim Brennschneiden
Beim Brennschneiden können mehrere arbeitshygienische Belastungen auftreten:
| Rauch, Stäube |
|
| Nitrose Gase oder Stickstoffoxide, NOx |
|
| Optische Strahlung |
Die von der Heizflamme ausgehende optische Strahlung kann Augenschäden verursachen. |
| Lärm |
Der Schallpegel beim Brennschneiden, vor allem mit Hochleistungsdüsen, kann über 85 dB |
Schädliche Gase, Dämpfe, Rauch und Stäube müssen abgesaugt werden, vor allem in beengten Räumen.
