Dressage à la flamme
Le redressement à la flamme est un procédé autogène extrêmement exigeant, conforme à la norme DIN 8522, qui nécessite une expertise spécialisée de haut niveau. Le redressement à la flamme consiste en un échauffement ciblé de constructions métalliques. Il est utilisé principalement dans les domaines de la construction d’équipements métalliques génériques, de machines et installations, de véhicules ferroviaires, de grues, de ponts et de réservoirs.
- Qu’est-ce que le redressement à la flamme et quel en est le principe ?
- Quels sont les gaz nécessaires au redressement à la flamme ?
- Quels sont les matériaux adaptés au redressement à la flamme ?
- Quels paramètres prendre en compte en ce qui concerne les déformations et les contraintes de soudage résiduelles ?
- Quels sont les différents types d’échauffement (par exemple le point de chaleur) ? Quelles sont les couleurs de recuit disponibles ?
- Règles de travail pour le redressement à la flamme
Redressement à la flamme : définition, principe, avantages et inconvénients
La norme DIN 8522 décrit le redressement à la flamme comme suit : Lors du redressement à la flamme, la pièce est échauffée rapidement sur le point concerné. Il en résulte une compression permanente due à l’entrave qui est opposée à la dilatation thermique. Au cours du refroidissement, des forces sont engendrées dans la zone comprimée, qui conduisent au changement de forme souhaité. Le redressement à la flamme implique une correction de la forme, autrement dit l’élimination d’une déformation, laquelle est généralement causée par le processus de soudage.
Chaque opération de redressement est unique et requiert une attention particulière,
ainsi qu’une expertise complète.
Si la déformation doit être corrigée par un redressement à la flamme, celui-ci doit être effectué par un apport de chaleur local en veillant à garantir le contrôle de la température maximale de l’acier, ainsi que la procédure de refroidissement.
Pour les classes d’exécution EXC3 et EXC4, un mode opératoire approprié doit être développé.
Le principe de ce procédé spécifie les critères suivants, qui doivent être observés impérativement lors du redressement à la flamme :
- Admissibilité de la température maximale de l’acier et de la méthode de refroidissement
- Méthode d’apport de chaleur
- Méthode de mesurage thermique
- Résultats des essais mécaniques lors de l’approbation du procédé
- Désignation du personnel autorisé à exécuter le processus
Avantages du redressement à la flamme :
- L’influence des matériaux et de leur surface est négligeable.
- La taille et les caractéristiques de la flamme peuvent être bien adaptées aux pièces et aux matériaux.
- Le redressement à la flamme doit être effectué sans forcer.
- Le redressement à la flamme est souvent le seul moyen de « sauver » un composant ou de lui donner la forme requise,
- et ce moyen est relativement économique.
Inconvénients du redressement à la flamme :
- Insuffisance de connaissances ou d’expérience
- Inquiétudes concernant la moindre résistance
- Altération structurale
- Carburation, fusions
Quels sont les gaz mis en œuvre pour le redressement à la flamme ?
Le redressement à la flamme se caractérise par le fait que les valeurs thermiques doivent être introduites rapidement. En conséquence, les forces de dilatation thermique de l’environnement froid (solide) sont redirigées vers la zone de redressement échauffée et ramollie, laquelle est refoulée. La valeur d’échauffement doit également être déterminée avec précision en termes de surface et de profondeur. Les brûleurs les plus appropriés à cet effet sont ceux qui fonctionnent à l’acétylène et à l’oxygène. En théorie, d’autres gaz combustibles peuvent également être employés. Toutefois, une telle mise en œuvre est plus complexe. Il convient de tenir compte du fait que la production de chaleur est plus faible et que l’apport de chaleur secondaire est plus élevé.
La flamme oxy-acétylénique est idéale pour le redressement à la flamme, dans la mesure où il s’agit de la seule flamme compatible avec tous les matériaux, avec l’application d’un réglage de flamme distinct et bien visible.
Le « redressement à la flamme selon un procédé approprié » implique exclusivement l’emploi d’acétylène et d’oxygène. Le redressement à la flamme au propane n’est pas autorisé.
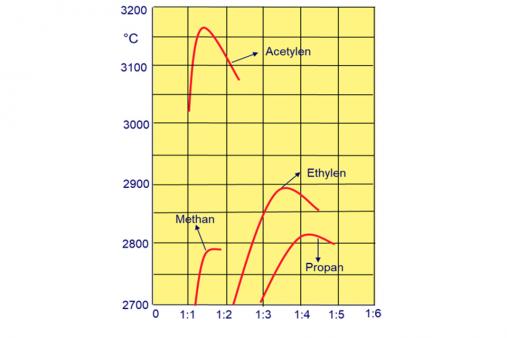
Gaz combustibles pour le redressement à la flamme : Rapport volumétrique gaz combustible/oxygène en m³
L’approvisionnement en gaz est généralement assuré au moyen de bouteilles de gaz et de cadres individuels.
Quels sont les matériaux adaptés au redressement à la flamme ?
L’aptitude des matériaux métalliques au redressement à la flamme réside dans une capacité de dilatation thermique suffisante et dans de bonnes propriétés de déformation plastique. La dilatation thermique requise pour le processus de redressement à la flamme varie selon les matériaux métalliques, mais elle doit être d’une ampleur suffisante.
Tous les matériaux aptes au soudage peuvent être redressés à la flamme sans aucune difficulté. Toutefois, il convient de noter que les propriétés spécifiques des matériaux doivent être prises en compte.
Les principales propriétés thermiques des métaux sont les suivantes :
- Dilatation thermique
- Conductivité thermique
- Capacité thermique spécifique
Les matériaux appropriés sont les suivants :
- Aciers de construction, aciers de construction à grain fin et aciers TM
- Aciers galvanisés à chaud
- Aciers austénitiques fortement alliés
- Aluminium et alliages d’aluminium
L’ampleur du retrait, et donc l’effet directionnel escompté, sont déterminés par le coefficient de dilatation thermique. Les matériaux ayant un coefficient de dilatation élevé présentent une forte expansion. Si la dilatation est entravée, la compression est d’autant plus élevée. Le rétrécissement constitue donc un facteur très important dans le redressement à la flamme.
Redressement à la flamme des aciers de construction à haute résistance et aciers de construction à grain fin :
Les aciers de construction à grain fin se prêtent bien au redressement à la flamme sans modification structurale, mais certaines caractéristiques particulières doivent être prises en considération. Le redressement à la flamme de tels matériaux exige une formation spécifique.
Une distinction est faite entre trois types d’acier de construction à grain fin :
- Aciers de construction à grain fin normalisés : Limite d’élasticité comprise entre 255 et 500 N/mm²
- Aciers de construction à grain fin trempés et revenus : Limite d’élasticité minimale de 460 N/mm² (jusqu’à 1 100 N/mm²)
- Aciers laminés thermomécaniques : Limite d’élasticité comprise entre 355 et 690 N/mm²
La température de redressement à la flamme pour ces matériaux doit être « brun-rouge foncé » (environ 600 à 700 °C).
Le refroidissement doit être effectué sous exposition à de l’air au repos.
Lors du redressement à la flamme d’aciers de construction à grains fins présentant une résistance élevée, il convient d’observer les codes de pratique pertinents, par exemple les fiches SEW ou les fiches de matériaux VdTÜV.
Redressement à la flamme des aciers austénitiques CrNi
Le redressement à la flamme de ces matériaux ne modifie pas la microstructure, hormis une oxydation en surface. La température de la flamme doit être réglée sur « rouge foncé » (environ 680 °C). La flamme doit être régulée avec un excès d’oxygène afin d’éviter toute cémentation. En raison de la faible conductivité thermique et de la capacité de dilatation thermique plus élevée, on obtient rapidement un refoulement et donc, un effet de redressement satisfaisant.
Le refroidissement rapide à l’eau a un effet positif sur le comportement en matière de corrosion et de résistance de ces aciers. Au terme du redressement à la flamme, les oxydes doivent être éliminés de la surface.
Quels paramètres prendre en compte en ce qui concerne les déformations et les contraintes de soudage résiduelles ?
Les déformations et les contraintes internes des composants peuvent être influencées par de nombreux facteurs :
|
Altérations/déformations |
Tension résiduelle au niveau du joint de soudure |
|
|
Les déformations sont essentiellement déterminées par les propriétés mécaniques et physiques des
matériaux.
- Le module d’élasticité élevé du matériau entraîne une résistance important aux altérations (déformation).
- La limite d’élasticité élevée dans la zone de soudure du matériau entraîne des contraintes résiduelles de soudage élevées sur les pièces, d’où une augmentation du risque de fissures de contrainte.
Quels sont les différents types d’échauffement (par exemple le point de chaleur) ? Quelles sont les couleurs de recuit disponibles ? Quelles sont les options possibles pour le refroidissement des matériaux ?
Types d’échauffement :
|
Application |
Symbole |
Exécution |
|
Trait chaud + rangée de points chauds |
 |
Pour rectifier les déformations angulaires et redresser les soudures unilatérales. |
|
Encoche thermique |
 |
En cas de déformation importante, pour redresser les profilés et les lamelles. |
| Point d’échauffement |
 |
Pour redresser les plaques de tôle, tubes et tiges. |
| Ovale d’échauffement |
 |
Pour le redressement de tubes munis d’embouts. |
Températures d’orientation de la flamme et couleurs de recuit :
L’échauffement jusqu’à la température de redressement requise doit être appliqué rapidement afin que le point de redressement
puisse être refoulé dans un environnement solide. Des temps d’échauffement courts évitent toute modification des propriétés du matériau.
Le niveau de température du redressement à la flamme dépend du matériau. Le matériau doit se situer dans le domaine
d’échauffement plastique, c’est-à-dire au-dessus de 550 °C dans le cas des aciers.
|
Températures de redressement à la flamme |
||
|
Matériau |
Caractéristiques du matériau |
Température de redressement à la flamme |
|
Aciers de construction génériques |
S235JR S355JO P265GH |
600 - 700 °C |
|
Aciers de construction à grain fin haute résistance |
S460M | 550 - 700 °C. |
|
Aciers austénitiques CrNi |
X2CrNi19-11 1.4306 X6CrNiTi18-10 |
650 - 800 °C |
|
Aluminium et alliages d’aluminium |
EN AW - 5083 EN AW - 5754 |
150 - 540 °C |
|
Couleurs de recuit |
|
|
Détermination de la couleur de recuit |
|
|
La caractérisation des couleurs de recuit dépend de plusieurs |
|
|
Vue d’ensemble des couleurs de recuit pour le redressement à la flamme |
 |
Dilatation thermique et directivité
| Groupe | Matériau |
Coefficient de dilatation thermique (mm/m) |
Rapport de masse de rétraction |
| I |
Aciers non alliés et faiblement alliés et acier moulé Nickel |
0.011 - 0.014 |
1 |
| II |
Aciers austénitiques fortement alliés |
0.016 - 0.019 | -1.5 |
| III |
Cuivre et alliages de cuivre |
0.018 - 0.019 | -1.8 |
| IV |
Aluminium et alliages d’aluminium |
0.024 - 0.027 | -2 |
Refroidissement :
Après l’échauffement, un refroidissement contrôlé est appliqué. Cette opération s’effectue en partant du bord de la zone d’échauffement et en se dirigeant vers le centre de cette zone afin d’amorcer le rétrécissement. Il est impératif de veiller à ce qu’aucun refroidissement ne se produise à partir de la pointe de l’encoche, car il en résulterait un rétrécissement à la surface de la bande. Le processus de rétraction est efficace jusqu’à ce que la pièce soit tiède au toucher. Durant toute cette période, l’évitement de la dilatation thermique doit être maintenu. Le refroidissement accéléré peut être effectué en appliquant de l’air comprimé (exempte d’eau et d’huile) ou de l’eau. Si l’eau entraîne une corrosion au niveau des joints et/ou des fissures, l’usage d’air comprimé est impératif. Les aciers CrNi doivent être refroidis rapidement pour des raisons métallurgiques. Cette opération peut également être effectuée au moyen de neige carbonique.
Remarque : il est important de connaître les caractéristiques spécifiques des différents matériaux et leurs effets sur le processus de refroidissement, ainsi que la manipulation correcte correspondante.
Règles de travail pour le redressement à la flamme
|
Étape |
Instructions de travail pour le redressement à la flamme |
|
Mesurer la pièce |
Afin de déterminer où la déformation s’est produite. Déterminer où se trouve l’« arête longue », car celle-ci doit être raccourcie. |
|
Nettoyer la surface |
La surface doit être exempte de substances huileuses et graisseuses. Les étiquettes contenant des agents sulfureux doivent être retirées. La surface doit être sèche. |
|
Empêcher la dilatation thermique |
L’évitement de la dilatation thermique par des moyens appropriés de prévention de l’expansion peut augmenter l’effet du redressement. |
|
Déterminer la taille de brûleur correcte |
L’obtention d’un échauffement localisé et fortement limité nécessite l’utilisation d’inserts chauffants puissants dont la taille dépend de l’épaisseur de la tôle et du matériau. |
|
Adapter le réglage de la flamme au matériau et à sa forme |
La flamme oxy-acétylénique avec un excès d’oxygène allant jusqu’à 50 % est la plus efficace et donc la plus performante. |
|
Respecter avec exactitude la température de redressement à la flamme. |
La température de redressement à la flamme doit être comprise entre 600 et 720 °C. Elle doit être vérifiée et strictement respectée durant les opérations de redressement à la flamme. L’opérateur doit appliquer l’échauffement jusqu’à l’obtention de la couleur rouge foncé par le biais d’une inspection essentiellement visuelle. |
|
Appliquer le réchauffement rapidement |
Un temps de chauffe court avec un temps d’application court de la flamme sur la surface de la pièce et un refroidissement ultérieur, si nécessaire avec de l’air comprimé, accélèrent le processus de redressement à la flamme. |
|
Sélectionner et ajuster correctement les profils thermiques |
Plusieurs petits profils thermiques sont préférables à de grands profils, par exemple en appliquant plusieurs points de chauffe plutôt qu’une large ligne. Les profils thermiques doivent être appliqués uniquement aux points où les constructions sont susceptibles de se déformer. |
|
Superviser les opérations de redressement à la flamme |
Les opérations de redressement à la flamme doivent être effectuées exclusivement par un personnel (spécialisé) dûment formé et compétent. |